
DS 902Le Centre d'usinage de Profilés au Plasma
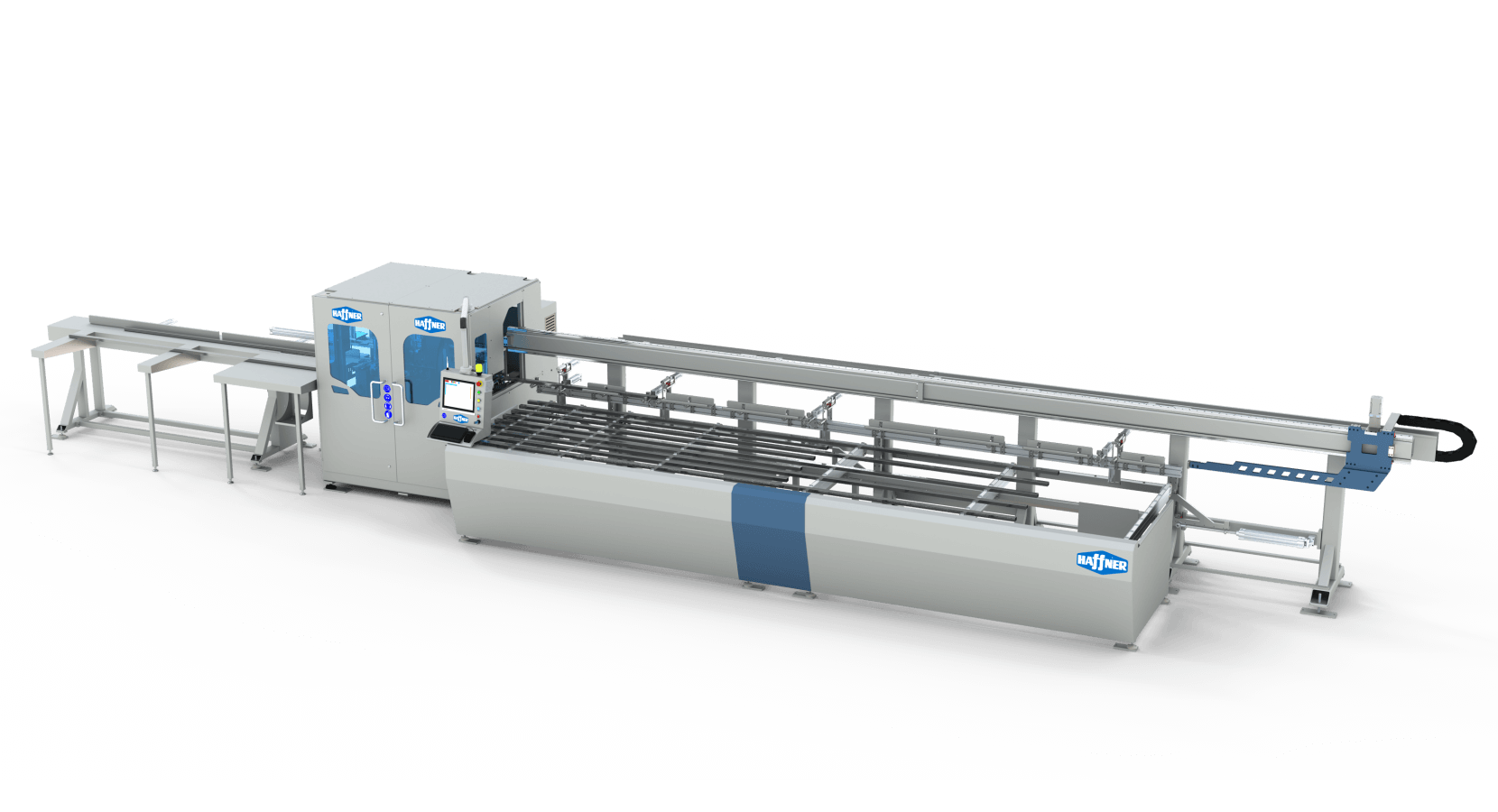
Le centre d'usinage de profilés au plasma DS 902 est conçu pour effectuer toutes les opérations de découpe, poinçonnage et déchargement de l'acier de renforcement utilisé dans les profilés en PVC, dans une seule station, dans une seule machine avec pilotage par ordinateur.
Cela facilite le traitement des profilés d'armature en acier de manière précise et répétitive.
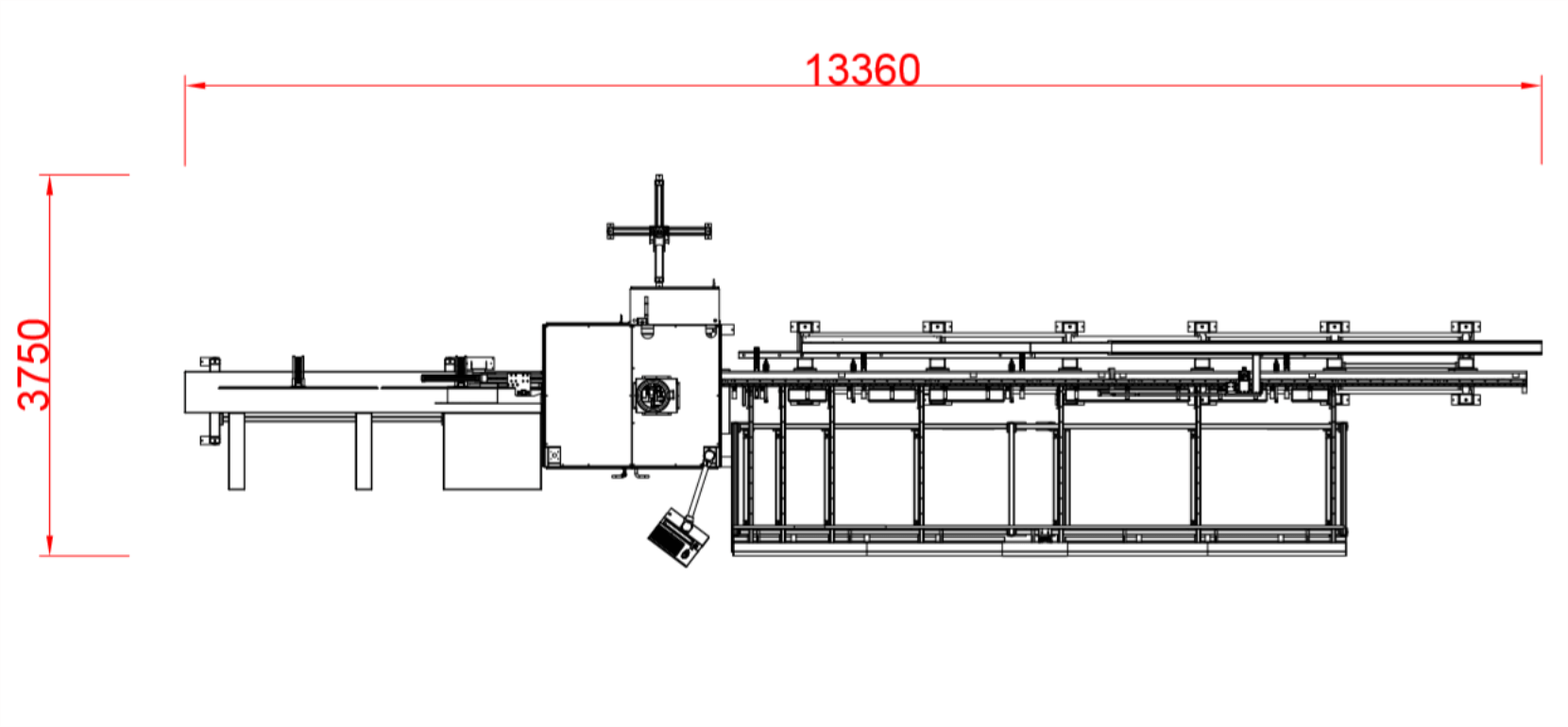
Le centre d'usinage de profilés au plasma DS 902 permet d'approvisionner 10 profilés en acier en longueur maximale de 6000 mm sur le table de chargement.
Le porte-profilés, commandé par un servomoteur, peut être automatiquement positionné horizontalement et verticalement. Il peut contenir des profilés de différentes configurations et tailles pour l'alimentation de la machine.
Le centre d'usinagede profilés au plasma DS 902 dispose d'un PC industriel ergonomique de 15'' de haute performance avec un système d'exploitation Windows 10, fonctionnant sans ventilateur entre 0 ° C et 55 ° C, développé par Haffner Machinery et comprenant une interface conviviale.
Les profilés à usiner et à couper peuvent être visualisés en 3D sur l'écran de l'ordinateur et usinés manuellement sur l'écran.
La machine peut s'intégrer à des logiciels de façades, portes, fenêtres, de différents fournisseurs.
Connexion réseau à distance ou transfert de données depuis USB également disponible
Grâce aux pistons de serrage pneumatiques verticaux et horizontaux, le profilé est fixé de la meilleure façon possible et les opérations de fraisage et de coupe sont assurées avec une tolérance minimale.
Grâce à son unité plasma de haute technologie, le centre d'usinage de profilés au plasma DS 902 exécute toute opération sur les profilés avec une précision maximale.
Ensuite, à l'aide de l'unité de poinçonnage, les longs profilés en tôle peuvent être coupés automatiquement à la taille souhaitée, sans bavures.
La fluidité du mouvement et du positionnement est obtenue grâce au système de roulement linéaire de haute précision et aux servomoteurs.
Les pièces de profilés dont la découpe est terminée sont automatiquement transférées vers la station de sortie par le système de fixation.
Les pièces de profilés alignées sur le convoyeur à bande de la station de sortie sont automatiquement transportées une par une vers l'opérateur.
Les déchets des opérations d'usinage et de découpe sont transportées vers le compartiment à déchets par le système de convoyage automatique.